1990年代に入り、廃棄された電子部品のはんだ付け材料(Sn-Pb等)が酸性雨により鉛(Pb)が溶け出して地下水を汚染する問題が起こりました。そこで、鉛を含まない鉛フリーはんだの研究が進められ、2000年以降には大手電機メーカーを中心にその実用化が始まり、現在では環境問題に対する世界的な気運の高まり(欧州連合が2006年7月1日に施行する有害物質規制:RoHS指令など)により、鉛フリーはんだの使用が主流となってきました。
まず、鉛フリーはんだの特徴をみてみましょう。
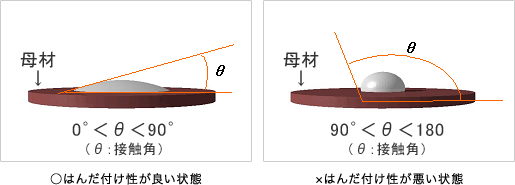
鉛(Pb)を含まないため、はんだの流動性が低下してはんだ付け性が悪くなります。これは、基板や部品に対してだけでなく、はんだこてのこて先に対しても現れます。はんだ付け性の悪さは、はんだ付け温度を高くしてもあまり改善されないことがわかっています。
鉛フリーはんだは、一般的に、従来の共晶はんだ(鉛が約40%入っているものが主流)に比べて融点が20~45℃高くなります。
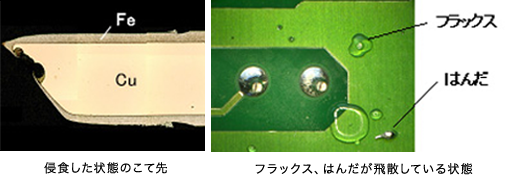
例えば、共晶はんだ時(Sn-Pb)にはんだこての設定温度を340℃にしていたら、鉛フリーはんだ(Sn-0.7%Cu)を使用すると380℃前後となり、はんだ付け作業の限界温度に近づきます。これは、こて先自体の寿命を短くし(酸化、侵食など)、はんだに含まれるフラックスが炭化したり、フラックス・はんだの飛散にもつながったりします。(鉛フリーはんだを使用すると、こて先の寿命は共晶はんだに比べ4~5倍早くなると言われています。)
近頃では熱に弱いデバイスが多く、融点の高さがこて先だけでなく、デバイスや基板にも影響するケースが出てきています。
では、実際にはんだ付けをしている現場ではどんな問題がおきているのでしょう? 鉛フリーはんだに変更してから、
などのはんだ付け不良が発生し、こて先の交換が頻繁になるために費用がかさむという問題が起きています。


不良なはんだ付けの状態
 はんだの量が少ない
はんだの量が少ない  はんだの量が多い
はんだの量が多い  オーバーヒートした
オーバーヒートした  クラックが入った
クラックが入った  はんだが剥がれた
はんだが剥がれた  ブリッジになった
ブリッジになった  ヤニが付いたまま
ヤニが付いたまま  ツララになった
ツララになった