| はんだ付けの不良例 | 改善に役立つ効果 | |
|---|---|---|
| A | ブリッジ、つらら、スルーホールのはんだ上がり不足、熱容量不足によるぬれ不良 | 窒素ガスによる酸化防止効果と予熱効果 |
| B | 急激な加熱による部品(コンデンサやLEDなど)の破損 | 予熱効果 |
▼
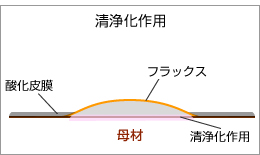
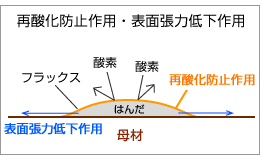
窒素ガスが酸素を遮断することにより酸化を防止し、ワークを熱風により予熱するので、はんだ付け性が向上します。
詳しく見る 閉じる
はんだ付け性が向上するということは…
詳しく見る 閉じる
はんだ付け部にフラックスが残っていると腐食し、製品が故障する恐れがあります。そのためフラックスをしっかり洗浄することが必要ですが、その洗浄剤に含まれる成分の一部が、環境問題への配慮(フロン規制など)により使用制限されるようになりました。そこで無洗浄化が主流になりました。
問題点低活性フラックスは活性剤の量が少ないため、はんだ付け性が悪くなる。
廃棄された電子部品のはんだ付け材料の鉛が酸性雨により溶け出して地下水を汚染する恐れがあり、環境問題への配慮から鉛フリーはんだの使用が主流になりました。
問題点鉛フリーはんだはぬれ性が悪いため、低活性フラックスを使用してのはんだ付けでは作業性が悪くなる。
▼
N2システムの酸化防止効果と予熱効果により低活性フラックスの問題点を解決します。
▼
ワークを予熱することにより部品への急激な加熱を和らげ、設定温度を低くできるので、熱に弱い部品への負荷を軽減します。
詳しく見る 閉じる
N2システムの予熱効果により設定温度を低くすることができ、熱に弱い部品への負荷を軽減します。
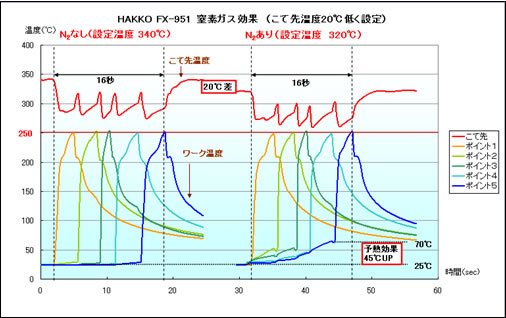
白光の主力製品であるHAKKO FX-951とHAKKO FX-838の場合の、予熱効果を見ます。


HAKKO FX-951とHAKKO FX-838の特性グラフ
| 試験方法: | こて先温度をN2なしは340℃、N2ありは320℃に設定する。 ワークの温度が250℃に上昇するまでのポイントをはんだ付けして、かかった時間を測定。 |
|---|---|
| 使用板: | 紙フェノール 片面基板 |
| 使用部品: | コネクター |
| こて先形状: | N2なし…T12-D24 N2あり…T13-D24 |
| 設定温度: | N2なし…340℃ N2あり…320℃ |
| 使用はんだ: | 鉛フリーはんだ(Sn/3Ag/0.5Cu) φ0.5 |
| 試験方法: | こて先温度をN2なしは340℃、N2ありは320℃に設定する。 ワークの温度が250℃に上昇するまでのポイントをはんだ付けして、かかった時間を測定。 |
|---|---|
| 使用板: | 紙フェノール 片面基板 |
| 使用部品: | コネクター |
| こて先形状: | N2なし…T20-D24 N2あり…T20-D24 |
| 設定温度: | N2なし…340℃ N2あり…320℃ |
| 使用はんだ: | 鉛フリーはんだ(Sn/3Ag/0.5Cu) φ0.5 |
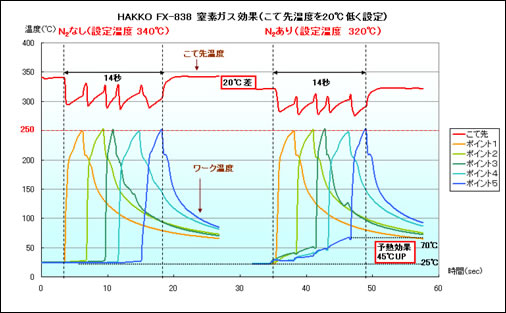
N2システムの予熱によりこて先の温度設定にどれくらい影響するかを比べました。
HAKKO FX-951、HAKKO FX-838ともにN2なしを340℃、N2ありを20℃低くし320℃に設定しました。N2ありの温度を低くしても作業時間は変わりませんでした。これはN2システムの予熱効果(熱風によるワークの予熱)です。予熱により急激な加熱をやわらげ設定温度も低くできるので、熱の弱い部品への負担も軽減します。
予熱効果があるということは…
詳しく見る 閉じる
N2システムの予熱効果により、作業スピードを短縮することができます。
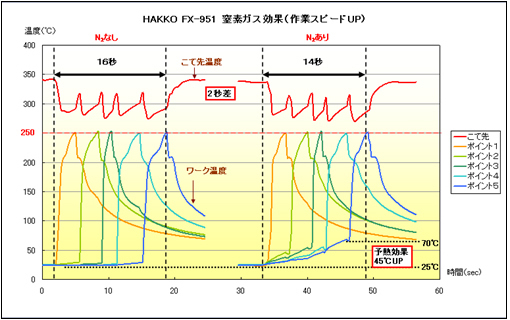
白光の主力製品であるHAKKO FX-951、HAKKO FX-838の場合の、N2なしとN2ありの作業時間の違いを見ます。
HAKKO FX-951とHAKKO FX-838の特性グラフ
| 試験方法: | ワークの温度が250℃に上昇するまでのポイントをはんだ付けして、かかった時間を測定 |
|---|---|
| 使用板: | 紙フェノール 片面基板 |
| 使用部品: | コネクター |
| こて先形状: | N2なし…T12-D24 N2あり…T13-D24 |
| 設定温度: | 340℃ |
| 使用はんだ: | 鉛フリーはんだ(Sn/3Ag/0.5Cu) φ0.5 |
| 試験方法: | こて先温度をN2なしは340℃、N2ありは320℃に設定する。 ワークの温度が250℃に上昇するまでのポイントをはんだ付けして、かかった時間を測定。 |
|---|---|
| 使用板: | 紙フェノール 片面基板 |
| 使用部品: | コネクター |
| こて先形状: | N2なし…T20-D24 N2あり…T20-D24 |
| 設定温度: | 340℃ |
| 使用はんだ: | 鉛フリーはんだ(Sn/3Ag/0.5Cu) φ0.5 |
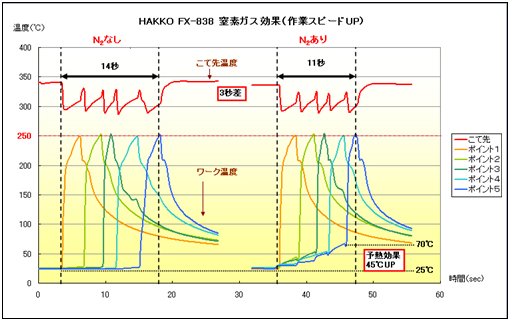
N2システムの予熱によりどれくらい作業時間が短縮できるかを比べました。
HAKKO FX-951、HAKKO FX-838ともにN2なしもN2ありも340℃で同じ設定温度にしました。
同じ設定温度にもかかわらずN2ありの方が作業時間の短縮ができました。
これはN2システムの予熱効果(熱風によるワークの予熱)です。
ワークが十分温まっているとはんだがよく流れるので、はんだ付け性の向上も見込めます。
体験すると効果がよくわかります。是非白光デモルームへお越しください。
お気軽にお問い合わせください。