Top of Products > Solder-Aid > Lead-Free Soldering > What is lead-free soldering?
In the 1990's, a problem was revealed that lead (Pb) contained in soldering materials (such as Sn-Pb) of waste electronic components was melted away by acid rain and contaminated groundwater. Since then, the study of lead-free solder has been pursued. Since the year 2000, under the leadership of major electrical machinery manufacturers, lead-free solder has begun to be put into practical use. The use of lead-free solder has become mainstream due to the increasing global trend in environmental issues such as the RoHS directive (the restriction on the use of hazardous substances which will be enforced by the European Union starting July 1, 2006).
Let us consider the characteristics of lead-free solder.
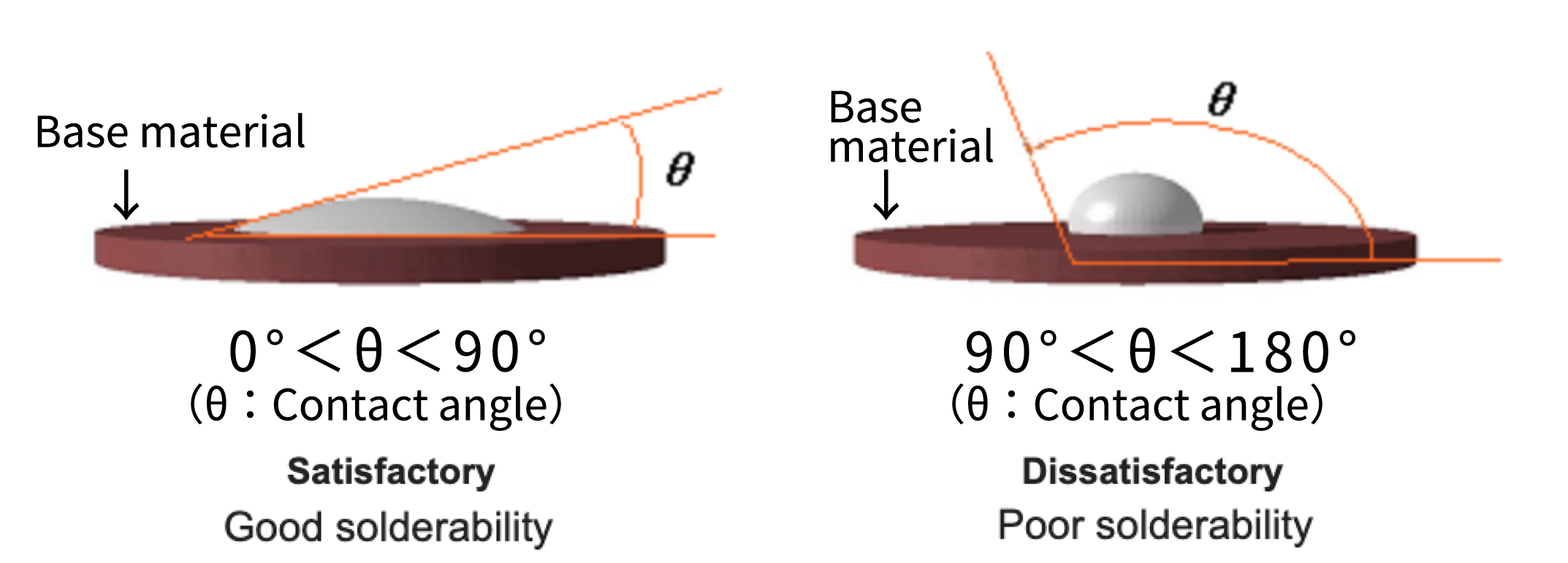
Lack of lead (Pb) decreases the flowability of solder, resulting in poor solderability. This is problematic not only for targeting P.W.B. or components, but also for the tips of soldering irons.
In general, the melting point of lead-free solder is 20℃ to 45℃ higher than conventional eutectic solder. (A popular type contains approximately 40% lead.)
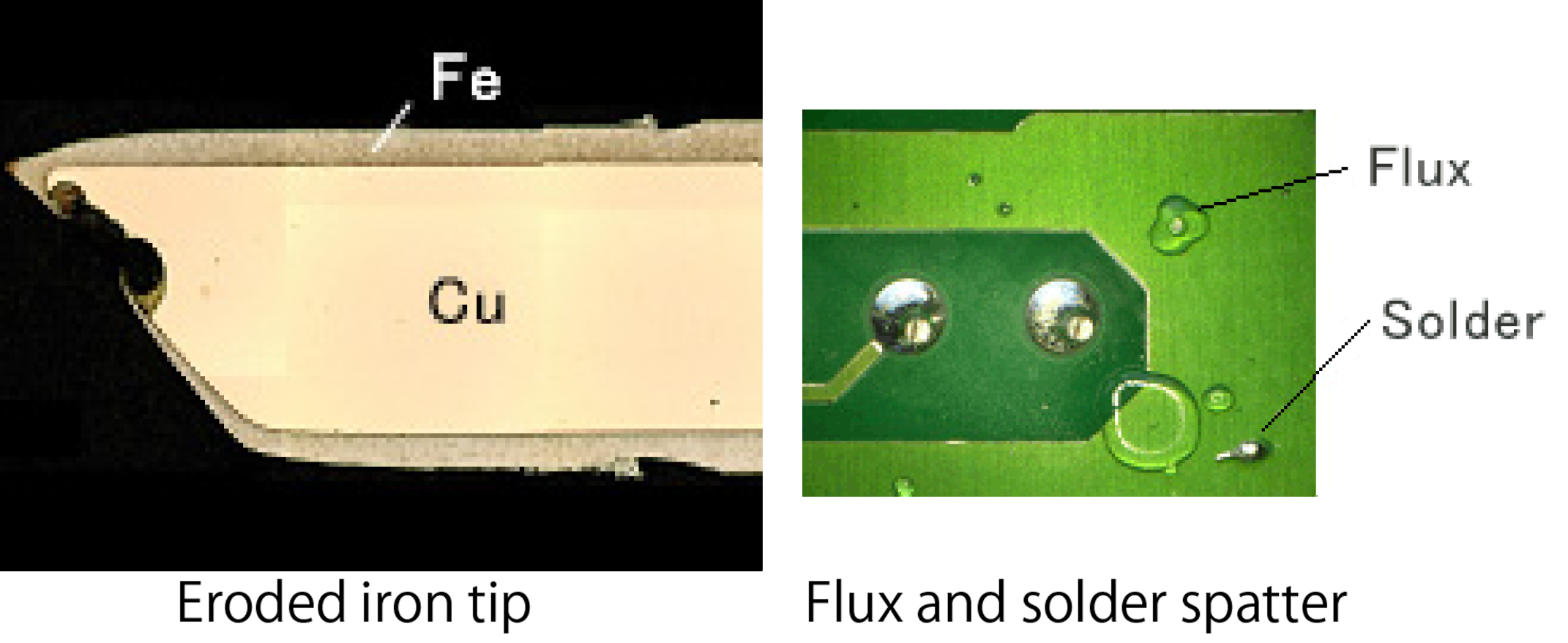
Assume, for example, that a soldering iron is set to a temperature of 340℃ to use eutectic solder (Sn-Pb). If the eutectic solder is replaced with lead-free solder (Sn-0.7Cu), the soldering iron must be set to around 380℃, which is close to the maximum temperature for soldering. Such a high temperature also causes shorter tip life (due to oxidation or erosion), carbonization of the flux in the solder, and splashing of the flux and solder. (It is said that using lead-free solder decreases the tip life by 4 to 5 times compared with eutectic solder.)
As well, many recently-developed devices are heat-sensitive. There are cases in which the high melting point affects not only the iron tips but also devices and P.W.B.
Then, in actual use, what problems are occurring at the site of soldering?
Soldering problems reported after the change to lead-free solder are:
Moreover, additional cost is required because iron tips must be replaced more frequently.


不良なはんだ付けの状態
 Insufficient solder
Insufficient solder  Too much solder
Too much solder  Overheating
Overheating  Cracking
Cracking  Solder coming off
Solder coming off  Bridges
Bridges  Resin joint
Resin joint  Protrusion icicle
Protrusion icicle