メンテナンス・対処方法・使用方法
サポート&サービストップ > メンテナンス・対処方法・使用方法 > マイクロソルダリング こて先形状の選び方
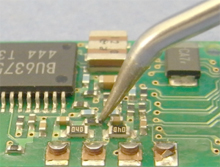
ここでは 基板へ電子部品搭載のはんだ付けを例にして、こて先形状・サイズ選びの基本をご紹介します。

基板と電子部品の熱容量(大きさ、形状)を考慮します。
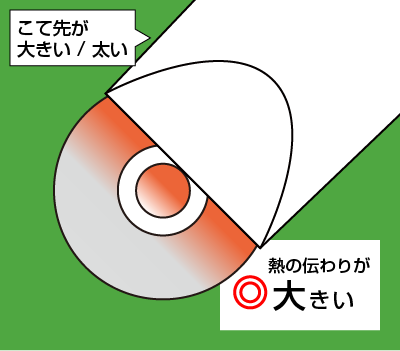
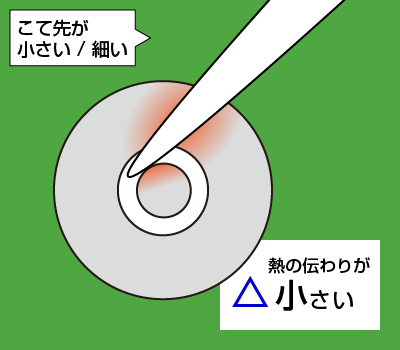
こて先から、基板と電子部品へ熱容量が確保できる大きさ、はんだ付けポイントに対して効率よく熱を伝えるために接触面積が大きくとれるこて先を選ぶことが基本です。
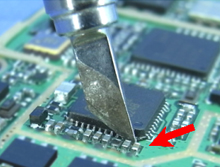
基板と電子部品の熱容量(大きさ、形状)を考慮し、対象基板やランドなどの大きさに合わせてこて先形状を選定します。
このときランド径より大きくなり過ぎないように注意してください。


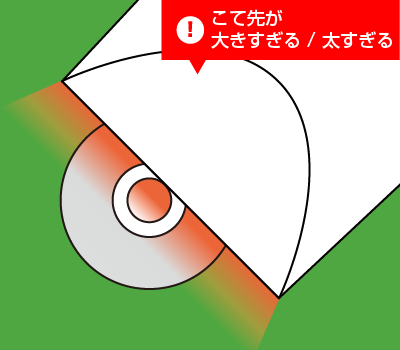
こて先形状がランド径より大きすぎると、必要以上に熱を伝えてしまい、ランド剥離など基板を傷つける可能性があります。
次に、作業に適したこて先形状とサイズをしぼりこみます。
「部品間が狭い」「隣に背の高い部品がある」「ブリッジが発生しやすい」などのはんだ付け作業を理解して選定していくことが大切です。
こて先を選ぶポイントは、基板と電子の熱容量(大きさ、形状)作業性等を考慮して数種類検討し、最終的には作業される方が、使いやすい(使いやすそう)と感じるこて先を選定してください。
先端が円すい型のえんぴつのような形状。
こて先のあて方により幅広い作業に使用できます。

円すい/円柱を斜めにカットした形状。
ほかの形状と比べて太く熱容量が大きいのが特徴で、先端の面を使いはんだ付けします。


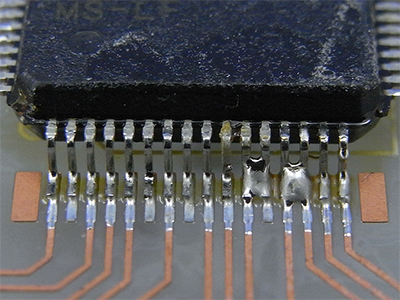
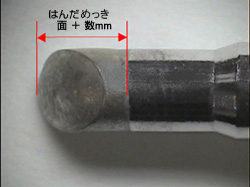
BC/C型の先端面部分にのみはんだめっきを施した形状。
側面にはんだが流れないので、隣接する部分がある場合はBC/C型よりもBCF/CF型が適しています。
BC型とBCF型、C型とCF型の違いについて BC型とBCF型、C型とCF型の違いについて を閉じる



BC/C型の先端部分にくぼみがある形状。
くぼみにたまったはんだの表面張力によりブリッジを抑止するので、引きはんだに適しています。
使用例を見る 使用例を閉じる
くぼみにはんだを送りながら、ゆっくりこて先を引いていきます。

マイナスドライバーのような形状。
B型よりも広い面で接することができ、チップ部分のはんだ付けや引きはんだに適しています。

先端が円すい型でB型をさらに細くした形状。
微小部品や狭小スペースのはんだ付けに適しています。
使用例を見る 使用例を閉じる
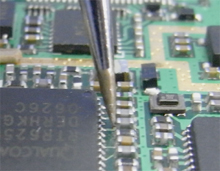
先端が細いため、微小部品でも楽に作業できます。
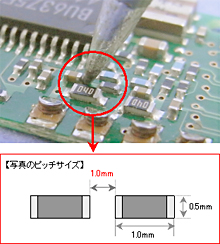
B型では隣接する部品に接触するような狭小ピッチでも、I型なら楽に作業できます。

I型やD型の先端を曲げた形状。
曲げた部分を利用した引きはんだや、狭小スペースのはんだ付けに適しています。


ナイフのような形状。
刃面を寝かせて引きはんだに使用したり、刃面や刃先を立てて微小部品や狭小スペースのはんだ付けに使用します。
使用例を見る 使用例を閉じる

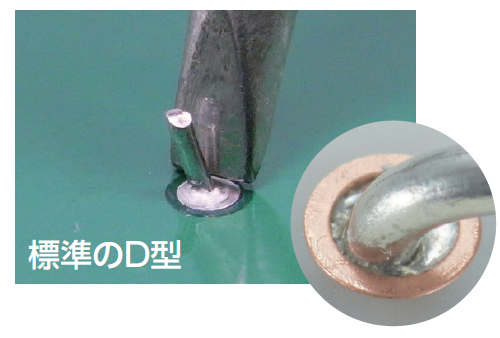
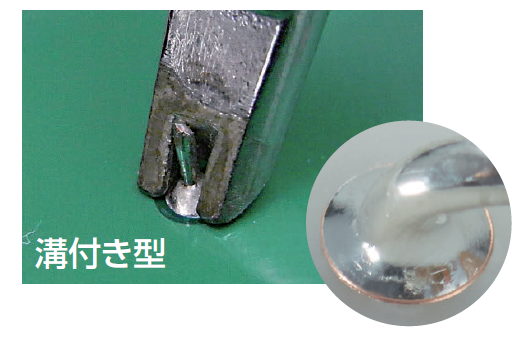
こて先の先端に溝を施した形状。
挿入実装部品のリードやランドに対し広い範囲で接触し加熱するので、熱供給が非常に良いのが特徴。
挿入実装部品のフローアップ不足解消に効果的です。
使用例を見る 使用例を閉じる



幅の広いIC・コネクターなどの1辺を一度に加熱できるタイプ。
フレキシブル基板の熱圧着、シールドケースのはんだ付けなどに最適です。
使用例を見る 使用例を閉じる